Đối với nhiều trường hợp, lợi ích số một của phép đo quang học chính là tốc độ. Phương pháp đo lường quang học có thể thu được lượng lớn dữ liệu thông tin với độ chính xác cao trong trường nhìn đơn gần như ngay lập tức. Việc này luôn luôn nhanh hơn so với các phương pháp cảm biến tiếp xúc, chẳng hạn như cảm biến tiếp xúc CMMs cảm ứng dò phải di chuyển để thăm dò và thu dữ liệu. Với sự ra đời của bộ so sánh quang kỹ thuật số, đo lường thậm chí còn nhanh hơn nhờ sự phát triển của thấu kính, camera và công nghệ phần mềm từ đó cung cấp hình ảnh tầm nhìn rộng với độ chính xác cao hơn so với bộ so sánh quang truyền thống.
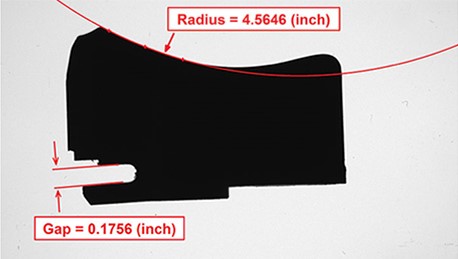
Đây là hình ảnh thu được của một chi tiết gần 3 inch được ghi lại chỉ trong một phần giây.
Tại đây, hàng ngàn điểm dữ liệu được ghi trên khu vực 3 x 3 inch này với kích thước khác nhau (ví dụ: đường kính, góc độ, khoảng cách đến mép vv) được tính trong nháy mắt. Trong những loại ứng dụng trường nhìn đơn như thế này, hệ thống quang học có thể thu được những điểm dữ liệu có độ chính xác cao chỉ với một lần đo thì tốc độ của phép đo quang học chỉ đơn giản là không thể đánh bại.
Một số trường hợp có thể yêu cầu kết hợp nhiều phép đo trong một nền tảng kiểm tra thì sử dụng công nghệ quang học sẽ mang lại hiệu quả rất lớn. Ví dụ, đo lường kiểm tra để lấy thông số kích thước đồng thời kiểm tra nhiều loại khuyết tật, xác định màu, hoa văn, lắp ráp hoặc bề mặt. Tham khảo thêm thiết bị đo lường quang học tại đây.
Là lợi ích độc nhất của đo lường quang học, một số bộ so sánh quang học có thể cung cấp khả năng thực hiện các phép đo và cũng tự động so sánh một chi tiết với file CAD của nó. Điều này là cực kỳ hữu ích trong nhiều ứng dụng, bao gồm cả những dung sai cần phải kiểm tra.
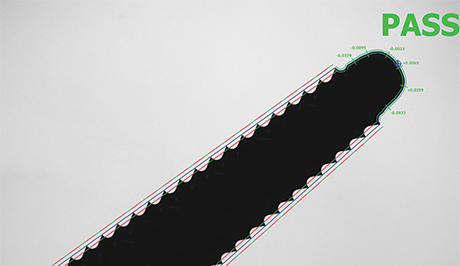
Hình ảnh trên là một ví dụ về các công cụ CAD Auto PASS / FAIL áp dụng trên một chi tiết. Kết quả thu được chính xác hơn nhiều so với sử dụng một so sánh quang học truyền thống.
Trong một số trường hợp, cần phải kết hợp phương pháp đo quang học với công nghệ khác để tạo ra kết quả toàn diện hơn so với sử dụng chỉ là một kỹ thuật. Một ví dụ của việc này là khi vison và laser được kết hợp. Các phần vision cung cấp nhanh chóng và chính xác kích thước trục X, Y trong khi laser cho phép đo trục Z nhanh và chính xác.
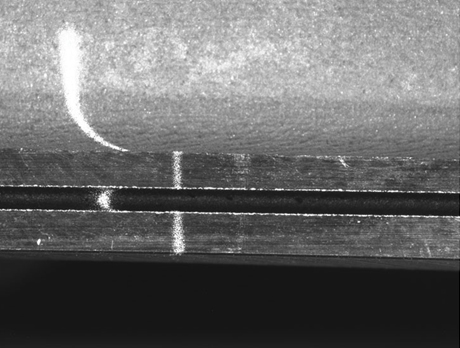
Hình ảnh trên cho thấy một ví dụ: nó cho thấy một khe kín trên lưỡi tuabin động cơ máy bay. Vision có thể đo chiều rộng và chiều dài của khe kín và laser có thể đo chiều sâu của nó với độ chính xác tuyệt vời, gần như ngay lập tức. Đây là một giải pháp tuyệt vời cho một ứng dụng mà trước đây được coi là khó khăn và tốn thời gian trong ngành công nghiệp hàng không.
Cuối cùng, và cũng như nhiều phương pháp đo lường khác, phương pháp đo lường quang học có thể được sử dụng để cung cấp một quá trình QC. Kích thước được đo có thể được truyền đến và được lưu trong cơ sở dữ liệu, bao gồm báo cáo, vv.
Kỹ sư chất lượng có nhiều công nghệ khác nhau để đáp ứng một yêu cầu cụ thể. Hiện tại khả năng đo lường quang học đã mở rộng đáng kể phạm vi của các ứng dụng nó có thể phục vụ. Máy đo lường quang học được biết đến như là một phương pháp nhanh, chính xác, linh hoạt và không tiếp xúc. Đo lường quang học sẽ tiếp tục mở rộng phạm vi của mình trong tương lai.


 LÀ GÌ? XÓA BỎ \"ĐIỂM MÙ\" TRONG KIỂM SOÁT CHẤT LƯỢNG")
 TRONG ĐÚC KIM LOẠI: NGUYÊN NHÂN VÀ CÁCH KIỂM TRA")
 TRONG CÔNG NGHIỆP")
")
(84) 962 996 247