Các loại lỗi hàn
- Dưới đây là các loại lỗi hàn thường gặp: - Mối hàn bị rỗ và rỗ hình ống
- Mối hàn lẹm chân
- Nứt mối hàn
- Hàn không ngấu - Ngậm xỉ
- Không thấu
- Bắn toé
- Biến dạng hàn - Vết nứt nóng
1. Mối hàn bị rỗ khí và rỗ hình ống
Rỗ khí là tập hợp các bong bóng nhỏ còn rỗ hình ống là thuật ngữ chỉ các lỗ rỗng ẩn hay rỗ tổ ong tương đối lớn. Chúng chủ yếu được gây ra bởi khí còn nằm lại trong kim loại mối hàn. Trạng thái rỗ, xốp là kết quả của quá trình đông đặc kim loại hàn.
Nguyên nhân:
- Điện cực oxy hóa-khử không đủ
- Dòng khí hàn quá cao
- Dùng hồ quang quá lớn
- Hơi ẩm xuất hiện trong quá trình hàn - Lưu lượng khí bảo vệ không đúng
- Bề mặt gia công bẩn, như có cặn bẩn, dầu mỡ, v.v trên bề mặt gia công.

Biện pháp khắc phục:
- Chọn điện cực và kim loại phụ gia phù hợp
- Kiểm tra đồng hồ đo dòng khí, đảm bảo được điều chỉnh khi cần và chỉ số áp suất và dòng khí được cài đặt phù hợp
- Đảm bảo khoảng cách hồ quang chính xác.
- Làm sạch kim loại trước khi bắt đầu hàn.
- Giảm tốc độ hàn, cho khí thoát khỏi mối hàn.
- Vệ sinh sạch, tránh làm bẩn khu vực cần hàn.
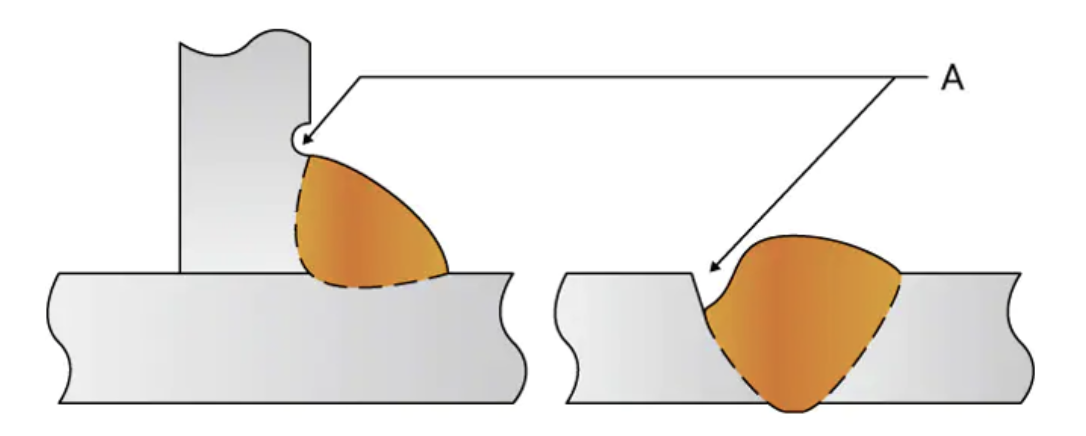
2. Mối hàn lẹm chân
Lẹm chân trong quá trình hàn ảnh hưởng đến sự hoàn hảo của sản phẩm, hình thành rãnh ở chân mối hàn, làm giảm chiều dày mặt cắt ngang của kim loại nền. Hậu quả là kết cấu mối hàn và chi tiết hàn bị yếu đi.
Nguyên nhân:
- Góc độ đưa que hàn chưa hợp lý, làm sinh nhiều nhiệt tại các mép tự do.
- Do tốc độ hàn quá nhanh.
- Phương pháp hàn chưa chuẩn.
- Sử dụng khí bảo vệ và kim loại phụ gia chưa phù hợp. - Dòng điện hàn quá lớn.
- Sử dụng điện cực có đường kính quá lớn.
Biện pháp khắc phục:
- Chọn góc độ đưa que hàn phù hợp, phân tán nhiều nhiệt hơn đến các bộ phận dày hơn.
- Giảm tốc độ điện cực hàn, nhưng không được quá chậm.
- Áp dụng kỹ thuật nhiều rãnh.
- Chọn khí bảo vệ có kết cấu phù hợp với nguyên vật liệu hàn.
- Khi tiếp cận các vị trí mỏng và mép tự do, sử dụng dòng điện phù hợp.
- Giảm độ dài của hồ quang.
3. Nứt mối hàn
Đây là những loại khuyết tật mối hàn nguy hiểm nhất. Nứt mối hàn gần như không được chấp nhận trong mọi tiêu chuẩn sản xuất. Nó có thể xuất hiện trên bề mặt, trong kim loại hàn, hoặc trong khu vực chịu ảnh hưởng bởi nhiệt độ cao. Có nhiều loại nứt mối hàn khác nhau trong quá trình hàn, tùy thuộc vào yếu tố nhiệt độ.

Nguyên nhân:
- Sử dụng hydro trong khi hàn kim loại đen. - Dòng điện thấp và tốc độ hàn nhanh.
- Không gia nhiệt trước khi bắt đầu hàn.
- Kim loại nền bị nhiễm bẩn.
- Đông đặc kim loại lỏng, sinh ra ứng suất dư do co ngót. - Hàm lượng của lưu huỳnh và carbon trong kim loại quá cao.
- Cách lấp đầy hố lõm chưa chính xác.

Biện pháp khắc phục:
- Chọn loại kim loại phù hợp.
- Điều chỉnh tốc độ hàn và dòng điện cho phù hợp.
- Gia nhiệt kim loại trước khi bắt đầu hàn.
- Vệ sinh bề mặt kim loại trước khi hàn.
- Làm mát vị trí hàn.
- Sử dụng hàm lượng lưu huỳnh và carbon trong kim loại cho phù hợp.
- Đảm bảo hố lõm được lấp đầy đúng cách, tránh tạo vết nứt hình sao.
Để đón xem nhiều thông tin mới về công nghệ cũng như cách cải tiến quá trình hãy truy cập: https://v-proud.vn hoặc https://qualitymastery.v-proud.vn


 LÀ GÌ? XÓA BỎ \"ĐIỂM MÙ\" TRONG KIỂM SOÁT CHẤT LƯỢNG")
 TRONG ĐÚC KIM LOẠI: NGUYÊN NHÂN VÀ CÁCH KIỂM TRA")
 TRONG CÔNG NGHIỆP")
")
(84) 962 996 247