Trước thế kỷ 20, mỗi quốc gia, thậm chí mỗi nhà máy lại có một hệ thống ren ốc vít riêng biệt. Sự thiếu đồng bộ này gây ra những thảm họa về hậu cần và bảo trì, đặc biệt là trong hai cuộc Thế chiến. Để giải quyết vấn đề này, Tổ chức Tiêu chuẩn hóa Quốc tế (ISO) đã giới thiệu hệ thống Ren hệ mét ISO (ISO metric screw threads) vào năm 1947.
Ngày nay, hệ ren mét ISO là hệ thống thông dụng nhất trên toàn cầu, được áp dụng từ những con ốc siêu nhỏ trong đồng hồ Thụy Sĩ cho đến các hệ thống bu lông khổng lồ trên tuabin gió ngoài khơi (như dự án của ØRSTED). Nó đảm bảo tính lắp lẫn (interchangeability) hoàn hảo cho mọi linh kiện cơ khí trên thế giới.
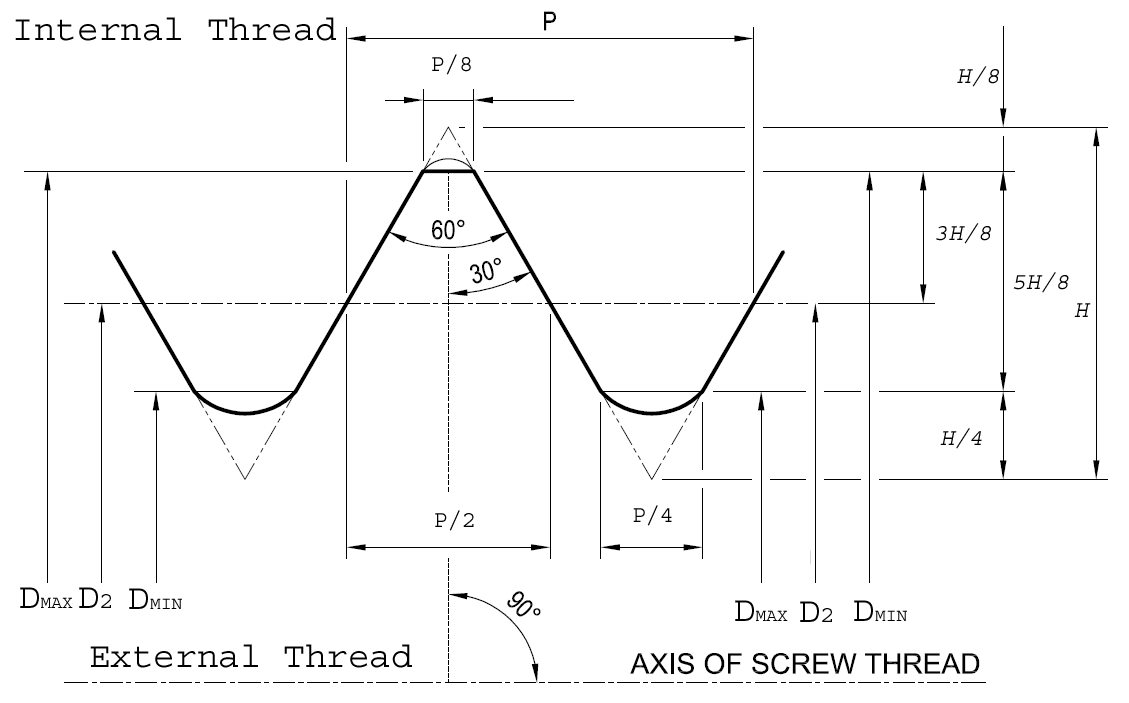
Điểm đặc trưng làm nên sự ưu việt của ren ISO chính là Góc biên dạng ren (Flank angle) luôn bằng 60°. Để thiết kế và đo kiểm ren chính xác, kỹ sư cần nắm vững các thông số giải phẫu sau:
Góc ren (Thread Angle): 60 độ hình chữ V. Đỉnh ren (Crest) và đáy ren (Root) được làm vát hoặc bo tròn để giảm ứng suất tập trung, ngăn ngừa nứt gãy.
Đường kính ngoài / Đường kính đỉnh (Major Diameter - d/D): Là đường kính lớn nhất của ren. (d cho ren ngoài/bu lông; D cho ren trong/đai ốc).
Đường kính trong / Đường kính chân (Minor Diameter - d1/D1): Là đường kính nhỏ nhất, đo tại phần rãnh sâu nhất của ren.
Đường kính trung bình (Pitch Diameter - d2/D2): Là một hình trụ tưởng tượng đi qua điểm mà độ dày của đỉnh ren và rãnh ren bằng nhau. Đây là thông số sống còn nhất quyết định độ khít của ren.
Bước ren (Pitch - P): Là khoảng cách theo trục giữa hai đỉnh ren liền kề.
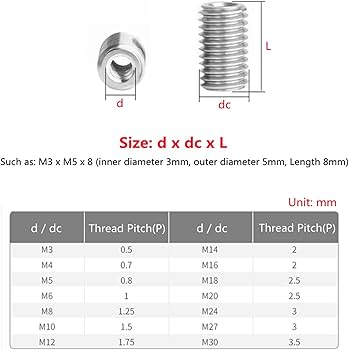
Một bản vẽ cơ khí thường ký hiệu ren theo một chuỗi kỹ thuật đặc thù. Ví dụ: M10 x 1.5 - 6g
M: Chữ M đứng đầu xác định đây là ren hệ mét tiêu chuẩn ISO.
10: Đường kính ngoài danh nghĩa (Major diameter) là 10 mm.
x 1.5: Bước ren (Pitch) là 1.5 mm. (Lưu ý: Nếu là ren bước thô - Coarse thread, thông số bước ren thường được bỏ qua, ví dụ chỉ ghi là M10).
6g: Cấp dung sai (Tolerance class). Chữ số "6" biểu thị cấp độ chính xác (từ 3 đến 9). Chữ cái thường "g" chỉ dung sai cho ren ngoài (Bu lông). Nếu là chữ hoa (ví dụ 6H), đó là dung sai cho ren trong (Đai ốc).

Kiểm tra ren ngoài thường khá đơn giản. Bạn có thể sử dụng Panme đo ren với các đầu đo hình chữ V và hình nón, hoặc sử dụng máy chiếu biên dạng (Profile projector).
Nhưng, kiểm tra biên dạng của một lỗ ren trong (Internal thread) sâu và nhỏ lại là một câu chuyện hoàn toàn khác. Các phương pháp như dùng Dưỡng ren (Thread Plug Gauge) chỉ có thể đánh giá tính Go/No-Go (Vào được hay không vào được). Nó không thể trả lời các câu hỏi cực kỳ quan trọng của các xưởng gia công CNC:
Góc 60 độ có đang bị biến dạng do dao taro bị mòn không?
Đáy ren (Root) có được bo tròn đúng dung sai để tránh gãy nứt không?
Bề mặt ren bên trong có bị xước, xỉn hay rỗ không?
Khi không một thiết bị quang học hay đầu chạm nào có thể luồn vào bên trong một lỗ ren M6 để quét hình dạng 3D, các kỹ sư từ châu Âu đã tiêu chuẩn hóa việc sử dụng vật liệu Plastiform làm giải pháp đặc trị.
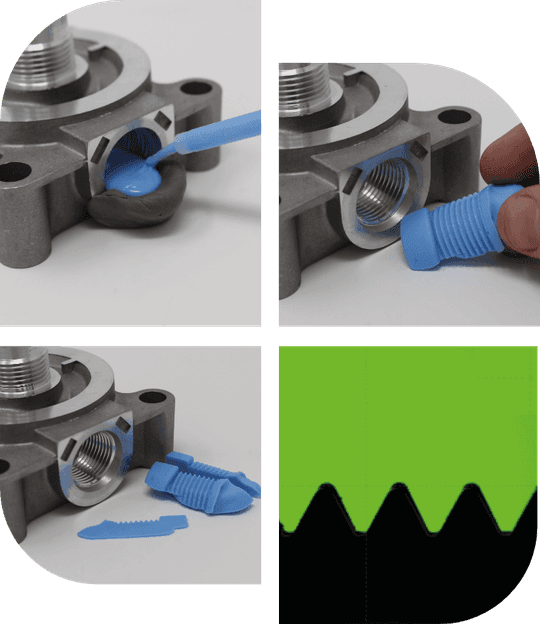
Cách thức thực hiện:
Kỹ sư bơm Plastiform (thường chọn loại có độ cứng cao như Plastiform F30 hoặc F50) vào trong lỗ ren.
Với đặc tính co giãn, sau khi đông cứng, khối Plastiform có thể được vặn ngược trở ra (như vặn một con ốc) hoặc rút mạnh ra ngoài mà không làm đứt gãy các đỉnh ren cao su.
Kỹ sư sử dụng dao lam đặc biệt cắt dọc khối Plastiform này.
Lát cắt mặt cắt ngang (Cross-section) được đặt lên bàn kính của máy đo 2D (VMM) hoặc máy chiếu biên dạng. Lúc này, toàn bộ kết cấu của góc 60 độ, bước ren, và độ cong của chân ren bên trong đã hiện rõ mồn một trên màn hình với độ sai số bằng 0.
Việc kiểm soát được độ mòn của dao taro và biên dạng ren trong không chỉ giúp sản phẩm đạt chuẩn ISO khắt khe nhất, mà còn giúp xưởng gia công tối ưu hóa thời điểm thay thế dao cụ, tiết kiệm chi phí khổng lồ.
💡 Khuyến nghị từ V-Proud: Đừng để chi tiết của bạn bị từ chối chỉ vì sai số bước ren trong. Khám phá ngay giải pháp đúc ren không phá hủy với [Bộ sản phẩm Plastiform chuyên dụng - Đặt hàng ngay tại Đo Lường Công Nghiệp].
nguồn bài viết: v-proud.vn / plastiform.info


 LÀ GÌ? XÓA BỎ \"ĐIỂM MÙ\" TRONG KIỂM SOÁT CHẤT LƯỢNG")
 TRONG ĐÚC KIM LOẠI: NGUYÊN NHÂN VÀ CÁCH KIỂM TRA")
 TRONG CÔNG NGHIỆP")
")
(84) 962 996 247