
Cấu tạo con lăn nghiền gồm lõi thép và lớp vỏ con lăn (roller shell) có thể thay thế lắp ghép bên ngoài. Chu kỳ sống của vỏ con lăn đòi hỏi các quy trình kiểm tra nghiêm ngặt:
Kiểm tra đầu vào (Incoming inspection) cho vỏ con lăn mới gia công: Xác nhận dung sai hình học, chất lượng bề mặt và tính đồng nhất sau nguyên công cắt gọt.
Đánh giá hao mòn (Wear evaluation) cho vỏ con lăn đang vận hành: Cung cấp cơ sở dữ liệu để đưa ra phương án phục hồi như hàn đắp (overlay welding), gia công lại (machining) hoặc thay mới.
Những khó khăn thực tế doanh nghiệp phải đối mặt:
Một vỏ con lăn thường có khối lượng lên tới vài tấn. Phần lớn các khâu kiểm tra phải diễn ra tại chỗ (on-site) ngay tại xưởng lắp ráp hoặc bảo dưỡng, trong điều kiện môi trường nhiều bụi, độ ẩm cao và thiếu sáng.
Dù có hình dạng bề ngoài là khối trụ, bề mặt vỏ con lăn thực tế chứa nhiều góc vát (chamfer), đường cong chuyển tiếp, các vùng hàn đắp phục hồi và biên dạng mòn cục bộ không đồng đều. Các thiết bị đo cơ khí rất khó tiếp cận và đánh giá các biên dạng phức tạp này.

Các công cụ như thước cặp, thước đo cao hay căn lá chỉ giới hạn ở việc đo lường các điểm tham chiếu rời rạc. Chúng không có khả năng thu thập biên dạng hình học toàn phần (full-field geometry), không thể mô phỏng phân bố mài mòn, khó phát hiện sai lệch vi mô và thiếu dữ liệu định lượng cho quá trình phục hồi.

Hệ quả của phương pháp cũ:
Hiệu suất thấp: Quá trình kiểm tra kéo dài nhiều giờ đồng hồ.
Phụ thuộc nhân sự: Độ chính xác của kết quả đo dao động lớn theo tay nghề và cảm quan của thợ đo.
Hàn đắp thiếu đồng nhất: Việc hàn dư hoặc hàn thiếu khối lượng vật liệu làm tăng chi phí vật tư và kéo dài thời gian chạy dao gia công dọn ba via sau hàn.
Hổng dữ liệu truy xuất: Không thiết lập được hồ sơ lưu trữ tọa độ 3D tổng thể để lập kế hoạch bảo dưỡng phòng ngừa (preventive maintenance).
Công nghệ quét 3D cung cấp phương pháp đo lường quang học không chạm, lấy dữ liệu toàn bề mặt, được thiết kế đặc thù cho các cấu kiện công nghiệp lớn. V-Proud ứng dụng hệ thống quét 3D không dây thông minh NimbleTrack để giải quyết triệt để bài toán vỏ con lăn này.
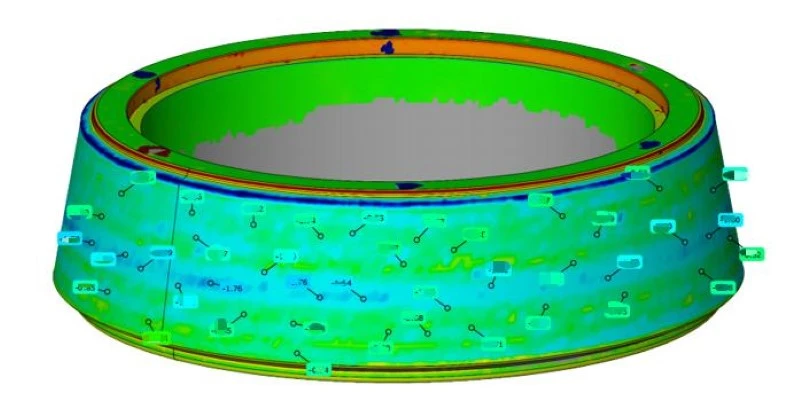
NimbleTrack thu thập đám mây điểm 3D (point cloud) tốc độ cao, chuyển đổi thành lưới đa giác (mesh model) và lồng ghép (alignment) với bản vẽ 3D CAD gốc. Hệ thống xuất các báo cáo chuyên sâu bao gồm: biểu đồ dung sai màu (color map), phân tích biên dạng cạnh, đánh giá độ trụ (cylindricity), độ tròn (roundness) và định vị khuyết tật bề mặt. Kỹ sư có thể nhanh chóng phát hiện các khu vực vượt miền dung sai cho phép: sai lệch đường kính/độ tròn, sai số độ côn, vết lõm hoặc vết xước do dao cắt, góc vát mép gia công sai, đảm bảo phôi đạt chuẩn trước khi lắp ráp.
.jpg)
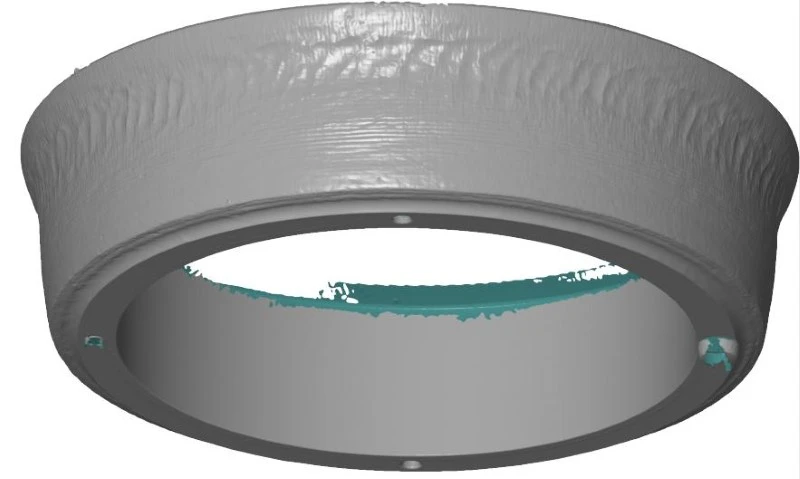
Đối với vỏ con lăn cũ, hệ thống tái tạo lại hình học bề mặt thực tế và trích xuất các lát cắt ngang (cross-sectional slices) theo khoảng cách cố định dọc theo trục tâm. Phần mềm sẽ nội suy đường tròn tại mỗi lát cắt để tính toán độ hao hụt đường kính, độ méo (out-of-roundness) và xu hướng biến dạng tổng thể. Dựa trên dữ liệu này, doanh nghiệp xác định chính xác khu vực cần hàn đắp, định mức vật liệu tiêu hao và khoanh vùng mài mòn nghiêm trọng.
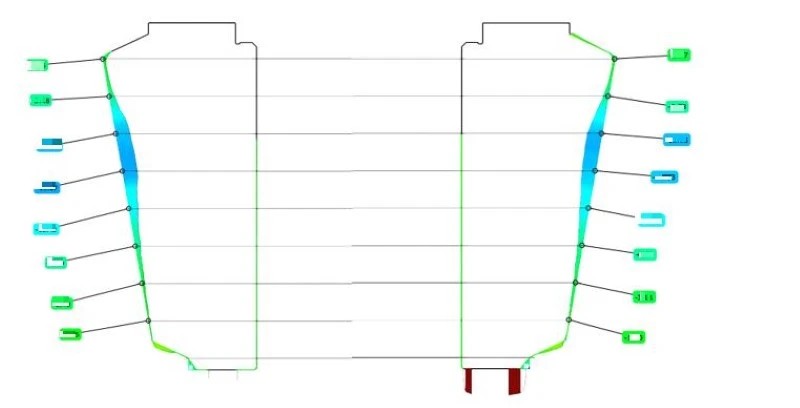
Thiết bị quét 3D tạo ra các biên dạng mặt cắt dọc trục mật độ cao để đánh giá tình trạng mòn lệch tâm, rỗ bề mặt (pitting) hoặc xói mòn vật liệu. Bằng phép đối chiếu trực tiếp dữ liệu quét với mô hình danh nghĩa (nominal model), doanh nghiệp tối ưu hóa được thể tích vật liệu hàn đắp, giảm thiểu lượng dư gia công cắt gọt trong khi vẫn duy trì biên dạng hình học tiêu chuẩn.
Tối ưu hiệu suất thao tác hiện trường: Quy trình vận hành không dây, không yêu cầu dán điểm tham chiếu (marker-free) của NimbleTrack cực kỳ phù hợp cho cấu kiện siêu trường siêu trọng. Tổng thời gian quét thực tế được rút ngắn từ hàng giờ xuống chỉ còn vài phút.
Độ chính xác và độ ổn định cao: Đạt độ chính xác lên đến 0.025 mm, hệ thống thu thập sắc nét các chi tiết sai lệch bề mặt siêu nhỏ mà công cụ đo thủ công thường bỏ sót.

Trực quan hóa toàn phần và Truy xuất dữ liệu: Biểu đồ dung sai và tính năng so sánh dữ liệu lịch sử cho phép kỹ sư ra quyết định phục hồi dựa trên số liệu định lượng, đồng thời theo dõi tốc độ mỏi của vật liệu theo thời gian.
Cắt giảm chi phí và Kéo dài tuổi thọ chi tiết: Đánh giá độ mòn chính xác giúp cắt giảm lượng vật tư hàn, rút ngắn nguyên công gia công lại, hạn chế việc thay thế phôi mới sai chu kỳ và gia tăng độ sẵn sàng của hệ thống máy nghiền.
Kết luận Công nghệ quét 3D là bản nâng cấp toàn diện cho quy trình kiểm tra và đánh giá hao mòn vỏ con lăn. Giải pháp khắc phục triệt để các rào cản cơ học của thiết bị đo lường thủ công nhờ cải thiện độ chính xác, tốc độ và khả năng thu thập dữ liệu toàn bề mặt. Trong xu thế sản xuất công nghiệp điều khiển bằng dữ liệu, hệ thống NimbleTrack do V-Proud triển khai đóng vai trò cốt lõi trong việc kiểm soát dung sai, tối ưu quy trình phục hồi và cắt giảm chi phí bảo dưỡng cho doanh nghiệp.

Cập nhật thêm thông tin về máy quét 3D Nimbletrack tại: https://v-proud.vn/vi/san-pham/may-scan-3d-khong-day-nimbletrack
Đọc thêm:
Hãy liên hệ với chúng tôi ngay hôm nay để được tư vấn giải pháp máy quét 3D phù hợp nhất cho nhu cầu kiểm tra 3D của bạn.
Công ty Cổ phần V-PROUD
📞 Hotline/Zalo: 0896.555.247 (Zalo )
📧 Email: xinchao@vproud.vn
🌐 Website: www.v-proud.vn

")




(84) 896 555 247

