Một doanh nghiệp chuyên gia công, bảo dưỡng và phục hồi khuôn mẫu công nghiệp thường xuyên phải tiếp nhận các hệ thống khuôn ép nhựa, khuôn đúc áp lực có kích thước, khối lượng và vật liệu cực kỳ đa dạng. Trong quá trình ép phun hàng loạt, lòng khuôn (cavity) và lõi khuôn (core) liên tục chịu tác động của mài mòn cơ học và sốc nhiệt, dẫn đến sai lệch kích thước, cháy mép phân khuôn hoặc nứt vỡ cục bộ.
Để tiến hành sửa chữa, thách thức lớn nhất của doanh nghiệp là thu thập chính xác biên dạng 3D của vùng vật liệu bị mòn. Việc sử dụng máy đo tọa độ CMM truyền thống bộc lộ nhiều điểm yếu chí mạng: tiêu tốn hàng giờ đồng hồ để cẩu các bộ khuôn nặng hàng tấn lên bàn máy, và đầu kim chạm không thể nội suy chính xác các bề mặt cong tự do (freeform surfaces) phức tạp.
Mặt khác, trong ngành bảo dưỡng khuôn, thời gian dừng máy (downtime) của khách hàng là chi phí. Doanh nghiệp ưu tiên tốc độ và tính linh hoạt. Họ cần một công cụ đo lường có khả năng hoạt động trực tiếp tại xưởng cơ khí, đáp ứng đồng thời hai bài toán: kiểm tra mức độ hao mòn (Inspection) và thiết kế ngược (Reverse Engineering) cho các linh kiện thay thế (insert) không còn bản vẽ CAD gốc.
Sau quá trình đánh giá thực tế các phương án đo lường quang học, doanh nghiệp đã quyết định chuẩn hóa quy trình bằng thiết bị quét 3D KSCAN-E do V-Proud phân phối.
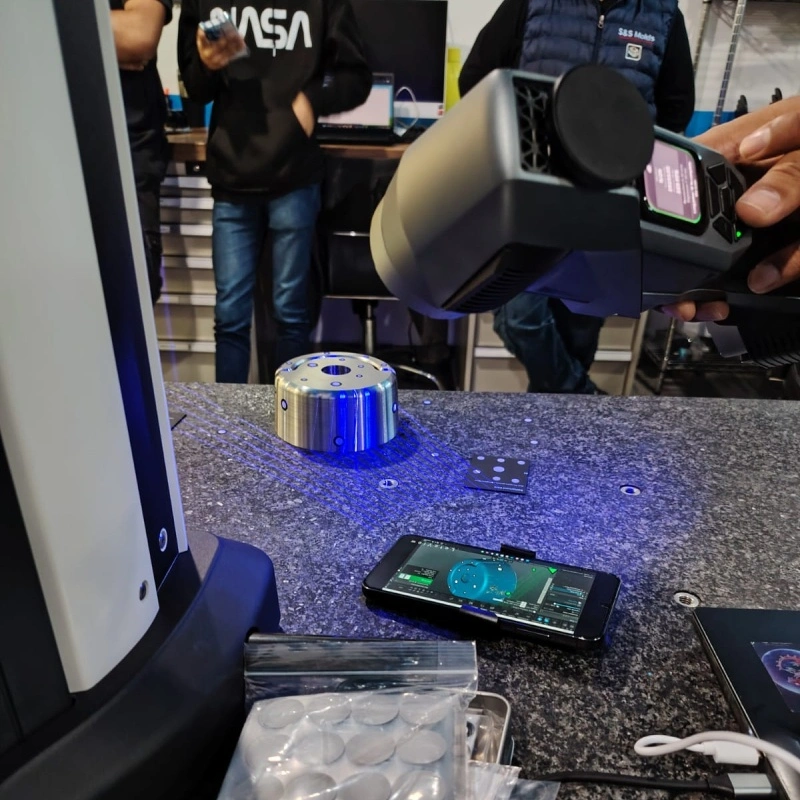
Sự khác biệt kỹ thuật mang tính quyết định của KSCAN-E đối với mảng khuôn mẫu nằm ở thiết kế không dây toàn diện (Wireless all-in-one). Trong môi trường xưởng gia công chật hẹp, việc loại bỏ hoàn toàn cáp nguồn và cáp truyền dữ liệu giúp kỹ thuật viên dễ dàng di chuyển quanh các lồng khuôn lớn, thao tác quét các hốc sâu, rãnh thoát khí mà không bị vướng víu.
Đặc biệt, hệ thống này hỗ trợ kết nối trực tiếp với thiết bị di động (smartphone/tablet). Người vận hành có thể theo dõi tiến trình xây dựng dữ liệu đám mây điểm (Point cloud) theo thời gian thực ngay trên tay, không cần phụ thuộc vào trạm máy tính cố định. Thiết bị cũng tích hợp đa chế độ quét (Multiple Scanning Modes), cho phép chuyển đổi linh hoạt giữa chế độ quét diện rộng lấy biên dạng tổng thể, và chế độ phân giải siêu cao để bắt chi tiết tại các vát cạnh, đường sinh khuôn.

V-Proud đã hỗ trợ doanh nghiệp thiết lập một luồng công việc (workflow) khép kín từ khâu thu thập dữ liệu đến gia công phục hồi:
Bước 1: Số hóa hiện trạng khuôn: Kỹ thuật viên sử dụng KSCAN-E quét trực tiếp các nửa khuôn bị mài mòn. Với hệ thống laser cường độ cao, thiết bị dễ dàng thu thập tọa độ không gian trên các bề mặt thép khuôn sáng bóng hoặc bị ám khói đen mà không cần xịt bột phản quang, đảm bảo không làm thay đổi kích thước thực.
Bước 2: Xử lý dữ liệu mảng: Dữ liệu Point cloud được thuật toán tự động lọc nhiễu và dựng thành lưới đa giác (Mesh). Đối với yêu cầu kiểm tra, lưới Mesh này được ghép lồng (Alignment) với bản vẽ 3D CAD gốc để xuất biểu đồ dung sai bề mặt (Color map), xác định rõ tọa độ và độ sâu của các rãnh mòn cần hàn đắp.
Bước 3: Thiết kế ngược (Reverse Engineering): Đối với các linh kiện hỏng nặng không có dữ liệu thiết kế, lưới Mesh được chuyển sang phần mềm thiết kế ngược chuyên dụng. Kỹ sư sử dụng biên dạng quét làm biên dạng cơ sở để dựng lại các khối hình học (Solid/Surface) tham số, thiết lập lượng dư gia công, và xuất trực tiếp bản vẽ màng lưới dạng STEP/IGES.
Bước 4: Chuyển giao dữ liệu CAM: Bản vẽ thiết kế ngược được xuất thẳng xuống trung tâm gia công CNC và máy xung điện (EDM) để tiến hành chạy dao, phục hồi bề mặt khuôn.
Việc tích hợp giải pháp quét 3D KSCAN-E từ V-Proud đã giải quyết triệt để nút thắt cổ chai trong khâu đo lường và thiết kế của doanh nghiệp.
Khả năng thu thập dữ liệu tốc độ cao cùng thiết kế cơ động giúp doanh nghiệp rút ngắn đáng kể chu kỳ từ lúc tiếp nhận khuôn hỏng đến khi xuất bản vẽ gia công. Thay vì tốn thời gian gá đặt và đo đạc thủ công rủi ro cao, doanh nghiệp hiện có thể kiểm soát chính xác lượng vật liệu hàn đắp và lượng dư cắt gọt. Điều này đảm bảo độ kín khít khi rà khuôn (spotting), giảm thiểu số lần thử khuôn (mold trial), và đáp ứng tiến độ giao hàng khắt khe cho các nhà máy ép phun.

Cập nhật thêm thông tin về máy quét 3D Nimbletrack tại: https://v-proud.vn/vi/san-pham/may-scan-3d-khong-day-nimbletrack
Đọc thêm:
Hãy liên hệ với chúng tôi ngay hôm nay để được tư vấn giải pháp máy quét 3D phù hợp nhất cho nhu cầu kiểm tra 3D của bạn.
Công ty Cổ phần V-PROUD
📞 Hotline/Zalo: 0896.555.247 (Zalo )
📧 Email: xinchao@vproud.vn
🌐 Website: www.v-proud.vn

")




(84) 896 555 247

