Để giảm thiểu sai số, nguyên tắc đầu tiên khi chọn kim đo máy CMM là giữ cho kim càng ngắn và càng cứng càng tốt. Khi kim đo máy CMM quá dài hoặc có nhiều khớp nối, hiện tượng bị cong sẽ xảy ra khi chạm vào bề mặt chi tiết, làm giảm độ chính xác. Do đó, nên ưu tiên sử dụng các loại kim đo máy CMM đơn khối thay vì lắp ghép quá nhiều thanh nối dài.
|
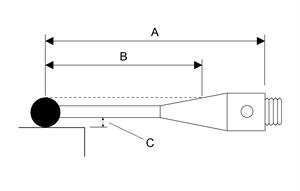
A |
Tổng chiều dài kim đo |
|
B |
Khu vực đo hiệu quả |
|
C |
Khoảng cách giữa đầu đo và thân |
Một yếu tố khác là kích thước viên bi trên đầu kim đo máy CMM. Bạn nên chọn viên bi có đường kính lớn nhất có thể. Điều này không chỉ giúp tăng khoảng cách giữa thân kim và bề mặt đo (giảm nguy cơ va chạm thân kim) mà còn tăng chiều dài làm việc hiệu quả. Ngoài ra, viên bi lớn trên kim đo máy CMM giúp giảm thiểu ảnh hưởng từ độ nhám bề mặt của chi tiết được kiểm tra.
Đọc thêm:
Lực chạm là áp suất do lò xo nén tác động lên bệ đỡ để giữ cố định kim đo máy CMM. Mặc dù Renishaw đã thiết lập lực này ở mức tối ưu, nhưng đôi khi bạn cần điều chỉnh để phù hợp với các loại kim đo máy CMM dài hơn hoặc nặng hơn. Nếu Lực chạm quá thấp, các rung động khi máy di chuyển có thể gây ra tín hiệu kích hoạt giả trên kim đo máy CMM.
Ngược lại, nếu Lực chạm quá cao, nó có thể làm biến dạng bề mặt chi tiết hoặc làm cong kim đo máy CMM trước khi máy ghi nhận điểm đo. Việc hiệu chuẩn lại hệ thống sau khi thay đổi Lực chạm trên kim đo máy CMM là bước bắt buộc để đảm bảo tính toàn vẹn của dữ liệu đo lường.
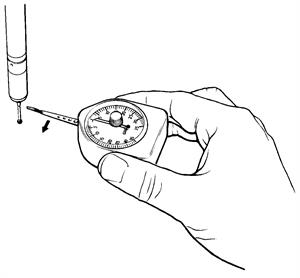
Để kiểm tra lực chạm thực tế của kim đo máy CMM, kỹ thuật viên thường sử dụng lực kế gram (gram gauge). Quy trình thực hiện như sau:
Mỗi loại đầu đo gắn với kim đo máy CMM sẽ có cách điều chỉnh lực khác nhau bằng khóa lục giác (Allen key):
Bảng tham khảo lực chạm tối ưu cho các dòng đầu đo:
| Đầu dò CMM | Chiều dài kim đo máy CMM (khuyên dùng) |
Lực chạm cơ bản |
Khoảng lực chạm tối ưu |
|
TP1(S) |
31 mm (PS1-1R) |
0.15 N |
0.1 N - 0.5 N |
|
TP2-5 way |
10 mm (PS12R) |
0.07 N - 0.08 N |
0.07 N - 0.15 N |
|
TP6 / TP6A |
21 mm (PS1-12R) |
0.11 N - 0.13 N |
0.11 N - 0.3 N |
Việc sử dụng các loại kim đo máy CMM kém chất lượng có thể dẫn đến sai số tích lũy do dung sai lắp ráp không chuẩn. Các dòng kim đo máy CMM của Renishaw được sản xuất trong điều kiện kiểm soát nghiêm ngặt, đảm bảo độ đồng tâm và độ cứng tối đa. Đầu tư vào hệ thống kim đo máy CMM chuẩn là cách tốt nhất để bảo vệ giá trị của máy đo tọa độ và uy tín chất lượng của sản phẩm.
Đọc thêm:

Cập nhật thêm các giải pháp về quản lý chất lượng, tối ưu sản xuất của Renishaw tại: https://v-proud.vn/vi/danh-muc/giai-phap-renishaw
Đọc thêm:
V-Proud là nhà phân phối chính thức hãng của Renishaw tại VIệt Nam, quý khách có nhu cầu mua hàng vui lòng liên hệ hotline hoặc Zalo 0896 555 247


 LÀ GÌ? XÓA BỎ \"ĐIỂM MÙ\" TRONG KIỂM SOÁT CHẤT LƯỢNG")
 TRONG ĐÚC KIM LOẠI: NGUYÊN NHÂN VÀ CÁCH KIỂM TRA")
 TRONG CÔNG NGHIỆP")
")
(84) 962 996 247