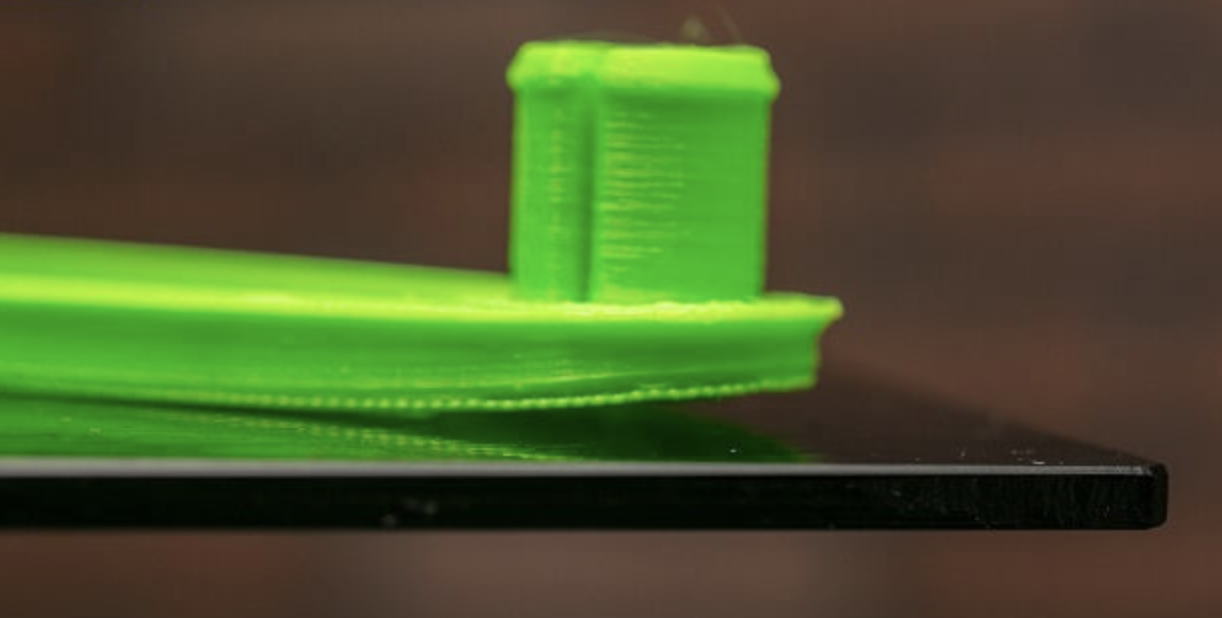
Sự cong vênh xảy ra khi các phần khác nhau của sản phẩm nguội đi và đông cứng không đều trong quá trình xử lý nhựa. Sản phẩm đúc nén kết quả bị biến dạng với các uốn cong và xoắn.
Lý do chính xảy ra cong vênh trong các sản phẩm nhựa là do tốc độ làm nguội sớm của nguyên liệu thô. Điều này có thể là do quá nóng và không có bức tường đồng nhất của khuôn.
Quá trình làm mát phải diễn ra từ từ để không có căng thẳng trên vật liệu nhựa nóng chảy khi nó nguội đi.
Điều chỉnh nhiệt độ khuôn trong quá trình sản xuất hàng loạt.
Sử dụng các vật liệu không co lại quá mức trong quá trình làm mát.
Đảm bảo rằng khuôn có độ dày đồng đều của các bức tường để có sự làm mát đồng đều trong suốt các bộ phận đúc và kẹp kim loại.

Đây là lỗi mà những bong bóng không khí bị mắc kẹt trong thành phẩm. Mặc dù đây không được coi là một khiếm khuyết lớn, nhưng nó có thể làm mất đi tính thẩm mỹ của sản phẩm.
Một trong những lý do phổ biến nhất cho các lỗ rỗng chân không trong các sản phẩm nhựa là không đủ áp suất trong khuôn trong quá trình sản xuất lowvolume. Do đó, các bong bóng khí bị kẹt trong khuôn không bị đẩy ra ngoài trong khi nhựa nguội đi và đông cứng lại trong quá trình đúc chèn.
Áp suất phun đúc thổi cần phải được tăng lên để buộc bọt khí bị kẹt ra khỏi khuôn.
Chọn vật liệu có độ nhớt thấp để bọt khí không được hình thành trong đó dễ dàng.
Đảm bảo rằng có các cổng gần các phần dày nhất của khuôn để nhựa không bị nguội quá sớm.
Đây là những đường xuất hiện trên bề mặt của sản phẩm nhựa.
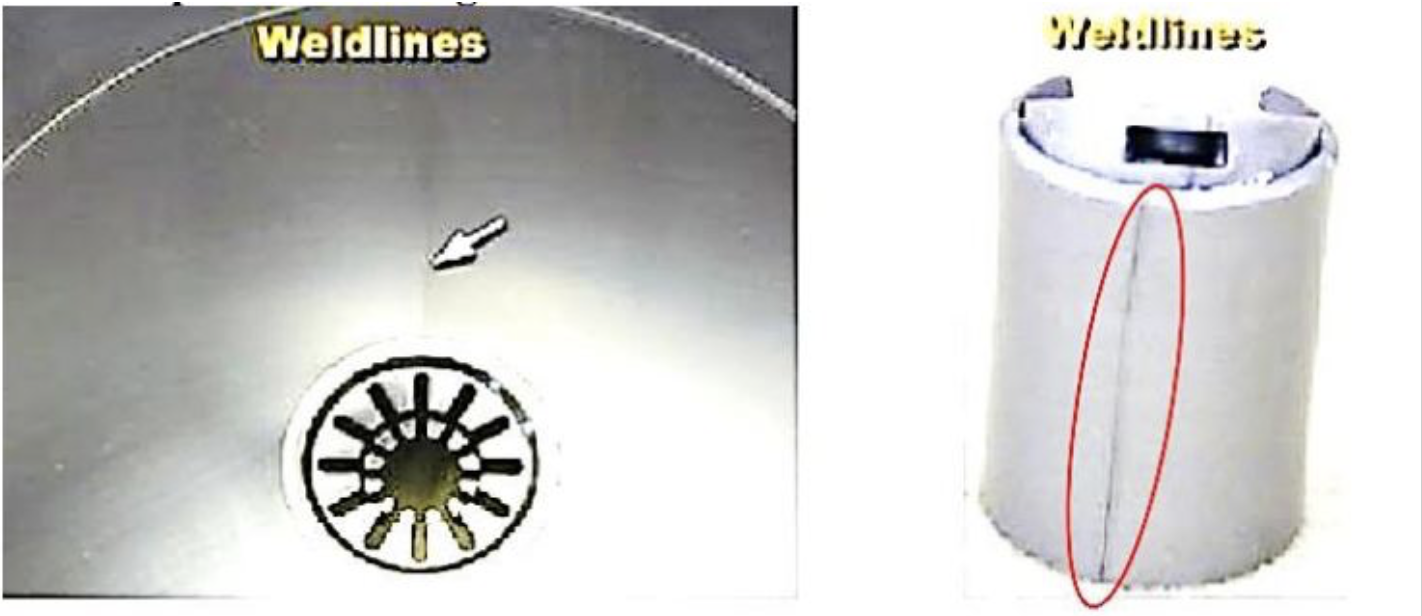
Nó xảy ra khi nhựa nóng chảy hội tụ từ các kênh khác nhau tại một điểm nhất định trong khuôn và liên kết yếu với nhau. Điều này dẫn đến sự suy yếu của thành phần nhựa tại đường hàn.
Nhiệt độ vật liệu cần phải được tăng lên để có sự hóa rắn đồng nhất của vật liệu trong suốt.
Tốc độ phun và áp suất có thể được tăng lên để đảm bảo rằng không có sự làm mát sớm bên trong khuôn.
Một vật liệu có độ nhớt thấp hơn có thể được chọn làm nguyên liệu thô để nó dễ chảy và không bị nguội sớm.
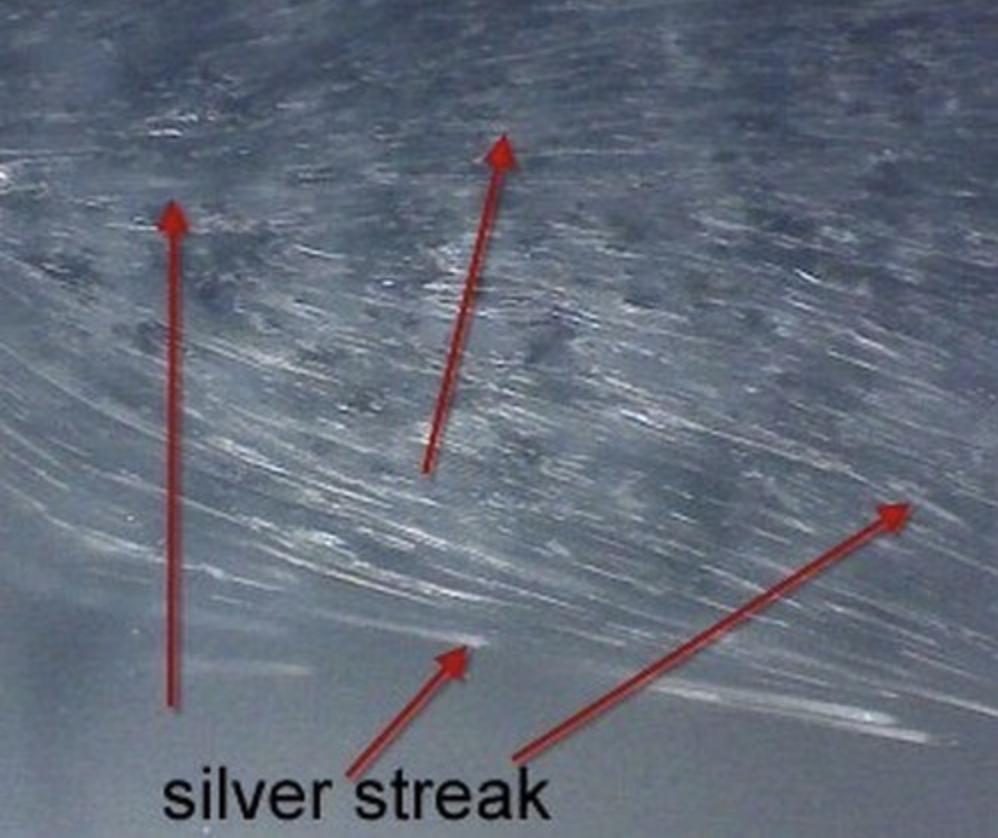
Mất màu là khi sản phẩm nhựa thành phẩm có màu khác với màu thiết kế hay mẫu gốc chuẩn ban đầu
Sự biến màu thường xuất hiện trong một phần của sản phẩm hoặc chỉ là một vài vệt màu khác nhau trên bề mặt của thành phần.
Sự đổi màu hoàn toàn là bề ngoài và không ảnh hưởng đến sức mạnh hay chức năng của thành phẩm.
Một nguyên nhân có thể gây ra sự biến màu có thể là do các viên vật liệu nhựa còn sót lại từ lần chạy trước trong máy. Nó cũng có thể là do một số vật liệu còn lại bị kẹt trong vòi hoặc khuôn do áp suất thấp.
Các lý do khác có thể là chất tạo màu không trộn lẫn với nguyên liệu thô.
Đảm bảo rằng tất cả các bộ phận của máy ép phun như phễu, vòi phun, khuôn, v.v ... được làm sạch hoàn toàn trước khi máy chạy một mẻ mới.
Lọc máy thường xuyên để loại bỏ bất kỳ màu dư hoặc vật liệu dư.
Hãy chắc chắn rằng nhà cung cấp sử dụng các chất tạo màu có đủ độ ổn định nhiệt và nguyên liệu thô được trộn đúng với chất tạo màu.
Cập nhật thêm kiến thức về quản lý chất lượng qua tạp chí Quality Mastery: https://qualitymastery.v-proud.vn/
Tham khảo các giải pháp quản lý chất lượng tại website: v-proud.vn/sanpham


 LÀ GÌ? XÓA BỎ \"ĐIỂM MÙ\" TRONG KIỂM SOÁT CHẤT LƯỢNG")
 TRONG ĐÚC KIM LOẠI: NGUYÊN NHÂN VÀ CÁCH KIỂM TRA")
 TRONG CÔNG NGHIỆP")
")
(84) 962 996 247