Trong khi chất lượng bề mặt thường được đơn giản hóa để chỉ đề cập đến độ nhám bề mặt, cấu trúc bề mặt là khái niệm hoàn chỉnh hơn nên được xem xét cho nhiều ứng dụng linh kiện kỹ thuật.
Trong bài viết này, chúng tôi muốn trình bày về tầm quan trọng của độ nhám bề mặt đối với bánh răng và các hệ thống truyền động khác. Sự khác biệt giữa các bề mặt gia công (trong trường hợp này chủ yếu đề cập đến kỹ thuật mài) và các cấu trúc bề mặt đẳng hướng cũng như tác động mà sự khác biệt giữa hai cấu trúc bề mặt này mang lại cho bánh răng và các ứng dụng khác (xem Hình 1 và 2 bên dưới).
Bề mặt đẳng hướng (isotropic) là bề mặt có tính chất vật lý (như độ cứng, độ dẫn nhiệt, hay tốc độ mài mòn) đồng nhất, không thay đổi khi đo đạc theo các hướng khác nhau, giống như một tấm kính hoàn hảo, khác biệt với bề mặt dị hướng (anisotropic) có vân gỗ hoặc tinh thể, nơi tính chất thay đổi tùy theo phương đo. Trong kỹ thuật, nó có nghĩa là bề mặt mịn, không có hướng ưu tiên, thường đạt được bằng các quy trình hoàn thiện bề mặt đặc biệt như quy trình ISF, tạo ra kết cấu "đẳng hướng" và hiệu suất cao.
Hơn nữa, sự cần thiết phải đo độ nhám bề mặt một cách chính xác, xác định rõ các thông số độ nhám trên bản vẽ, xem xét các thông số độ nhám bề mặt đang sử dụng so với kỹ thuật tạo hình bề mặt bánh răng, hiệu chuẩn đúng cách máy đo độ nhám tiếp xúc, xem xét kích thước đầu bút stylus micromet đang sử dụng, những thay đổi sắp tới đối với các tiêu chuẩn đo độ nhám, và thậm chí cả ưu điểm/thách thức của phương pháp đo độ nhám quang học so với phương pháp đo độ nhám tiếp xúc. Nhưng chúng ta chưa đi sâu vào khái niệm rộng hơn về kết cấu bề mặt trong bất kỳ vấn đề nào trong bài viết này.
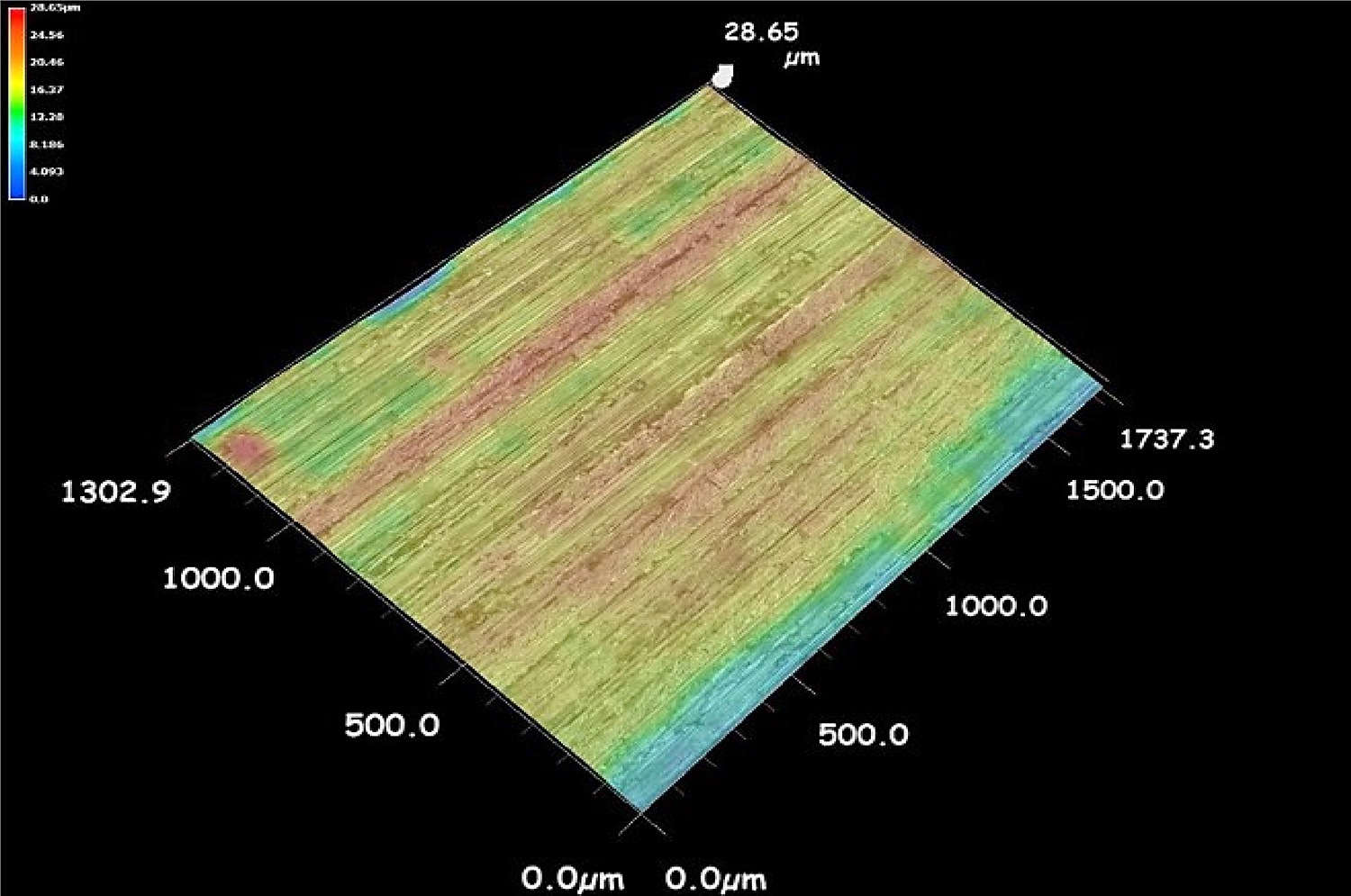
Hình 1: Ảnh kính hiển vi kỹ thuật số 3D của bề mặt đất.
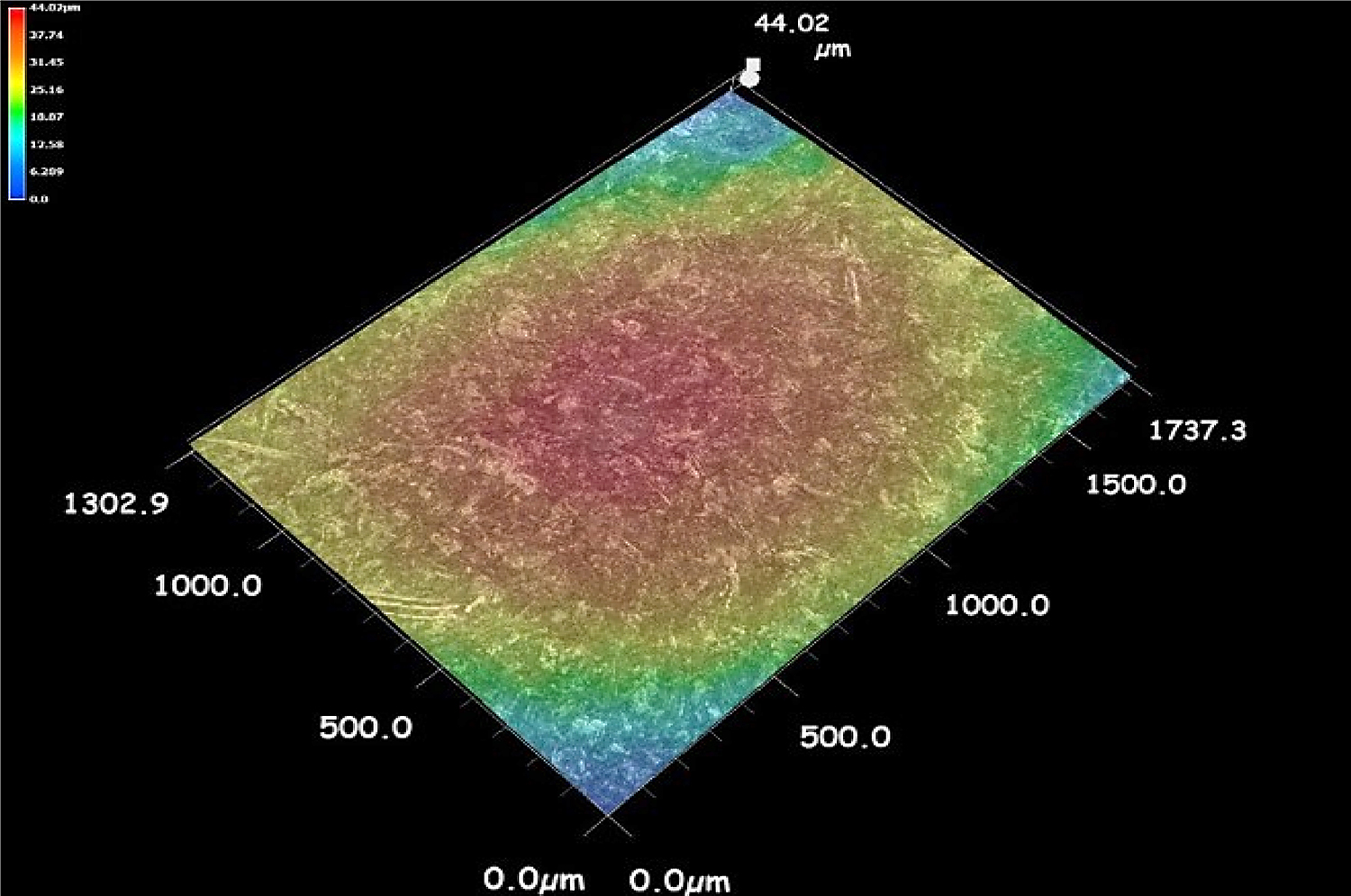
Hình 2: Ảnh kính hiển vi kỹ thuật số 3D của một lớp hoàn thiện siêu mịn đẳng hướng.
Khi cộng đồng sản xuất thay đổi và phát triển, luôn có nhu cầu đánh giá lại cách một người suy nghĩ về mọi thứ. Việc giới thiệu và hoàn thiện công nghệ mới là động lực phổ biến cho những kiểu xem xét lại này, và cách chúng ta suy nghĩ cũng như đánh giá cấu trúc bề mặt chắc chắn không nằm ngoài hiện tượng này.
AM có một thách thức đã biết liên quan đến cách thức chính xác để phân loại cấu trúc bề mặt vừa mới in. Các quy trình dựa trên chất liệu bột đặc biệt gặp khó khăn do thực tế là các tiêu chuẩn và thông số đo lường cấu trúc bề mặt được tạo ra trước đây (như Ra, Rz, v.v.) không được hình thành dành cho các cấu trúc bề mặt dạng hạt (xem Hình 3 và 4). Kết quả là, chúng tôi được thúc đẩy để nghiên cứu sâu hơn về đặc tính cấu trúc bề mặt và ủng hộ việc xem xét toàn diện hơn về cấu trúc bề mặt thay vì chỉ đơn thuần là độ nhám bề mặt.
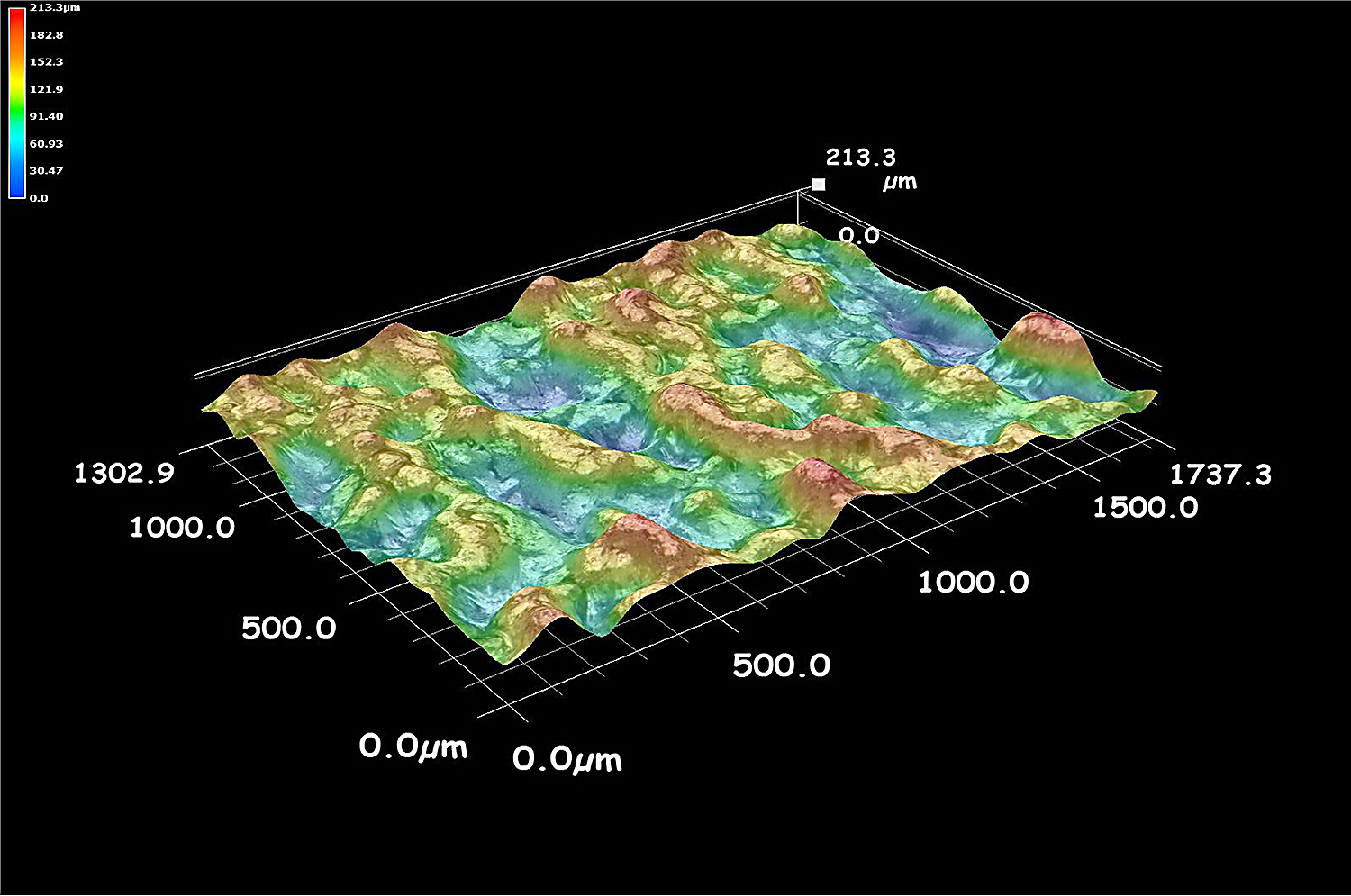
Hình 3: Ảnh kính hiển vi kỹ thuật số 3D của bề mặt dạng hạt.
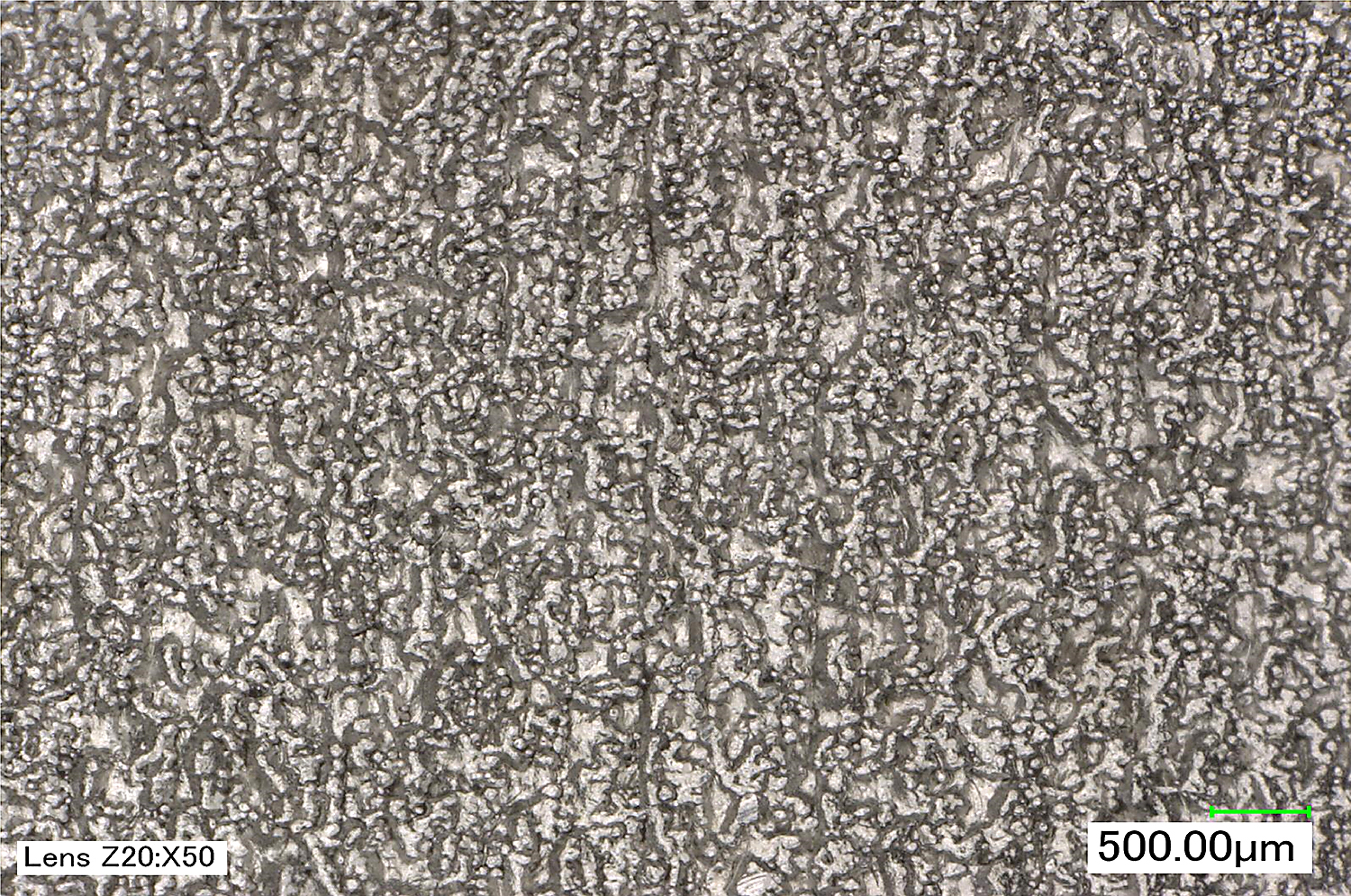
Hình 4: Ảnh kính hiển vi kỹ thuật số 2D của một bề mặt dạng hạt.
Cấu trúc bề mặt là sự kết hợp của hình dạng linh kiện, độ gợn bề mặt và độ nhám bề mặt của nó (xem Hình 5 và 6). Các phép đo cấu trúc bề mặt tìm cách lọc bỏ hình dạng và độ gợn, nhưng những bộ lọc này là loại "một kích cỡ phù hợp cho hầu hết các sản phẩm". Đối với nhiều cấu trúc bề mặt được gia công/mài, chúng hiệu quả và có thể cung cấp cái nhìn giá trị về chất lượng cấu trúc bề mặt và từ đó đưa vào các tính toán hiệu suất/tiêu chuẩn thiết kế bánh răng cụ thể. Nhưng những bộ lọc này không hoàn hảo, và những cấu trúc bề mặt không tiêu chuẩn như bề mặt AM (vốn vừa cực kỳ nhám vừa gợn) hoặc các cấu trúc bề mặt siêu bóng đẳng hướng (vốn sẽ có ít hoặc không có độ nhám) có thể không được định lượng đầy đủ — do đó, có thể cần xem xét bổ sung độ gợn hoặc các thông số khác. Như vậy, cả ba đặc điểm nên được xem xét khi đánh giá một cấu trúc bề mặt tương quan với cả cách nó sẽ được sử dụng và cách nó nên được phân loại.
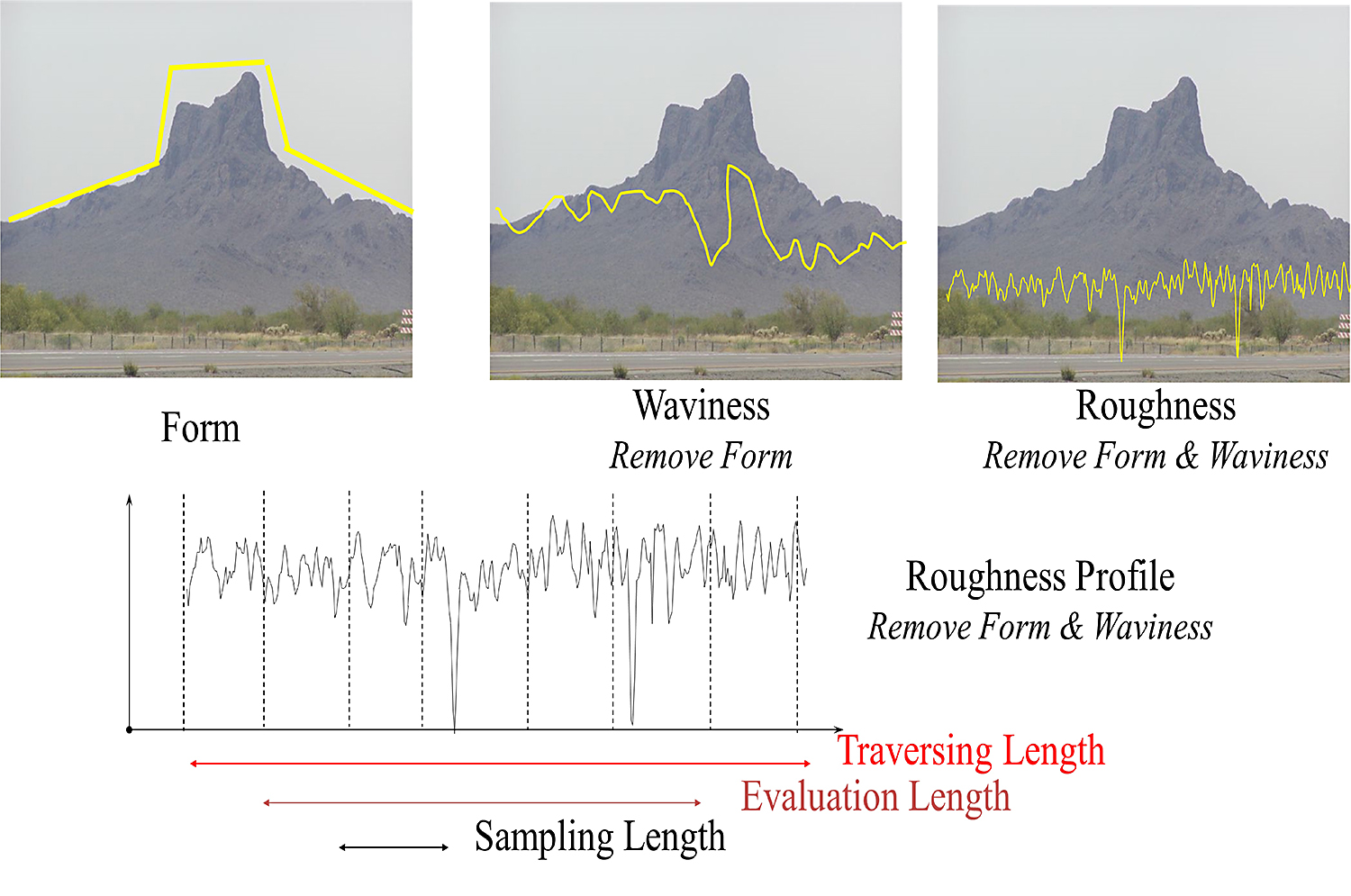
Hình 5: Minh họa hình dạng, độ gợn sóng và độ nhám như các thành phần của kết cấu bề mặt liên quan đến phép đo độ nhám bề mặt dựa trên tiếp xúc 2D.
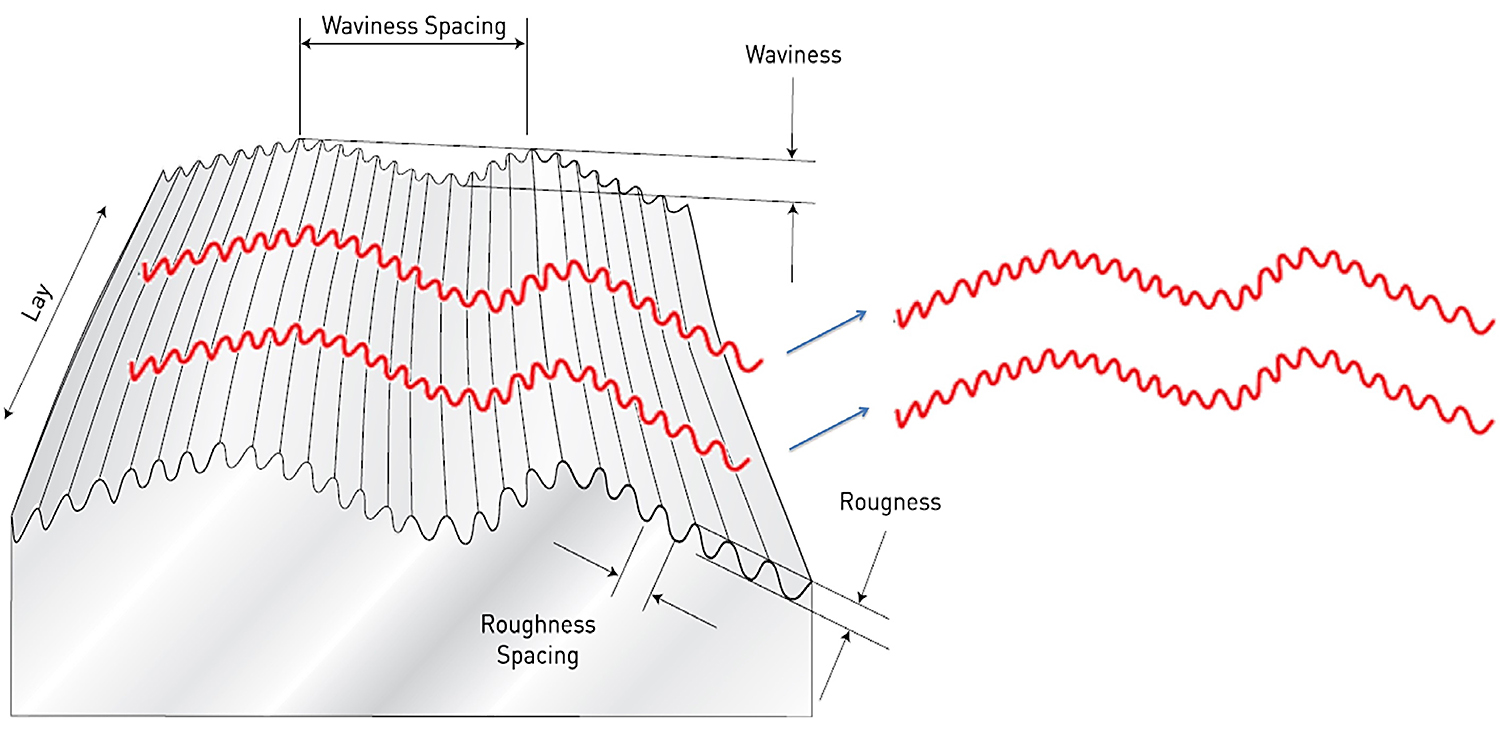
Hình 6: Minh họa độ gợn sóng và độ nhám thể hiện quá trình lọc độ gợn sóng.
Thật không may, một hiện tượng không hiếm gặp là các phép đo độ nhám của sườn bánh răng được thực hiện không đúng cách, song song với các vết gia công trên linh kiện. Khi làm như vậy, cả độ nhám và độ gợn của cấu trúc bề mặt không chính xác so với chức năng thực tế của sườn bánh răng tương quan khi chuyển động lăn-trượt.
Nhưng, bạn có thể hỏi, giả sử tôi có thể tránh các kỹ thuật đo biên dạng tiếp xúc không đúng cách, hoặc nếu tôi đang sử dụng phép đo biên dạng quang học, tại sao tôi nên quan tâm đến cấu trúc bề mặt cho một bề mặt sườn bánh răng?
Chà, trong khi các sai lệch hình dạng cho bánh răng được xác định thông qua các máy kiểm tra bánh răng chuyên dụng hoặc CMM, độ gợn vẫn có thể ảnh hưởng đến các phép đo cấu trúc bề mặt của bạn dẫn đến giá trị nhám cao hơn. Trong khi độ nhám có thể được loại bỏ thông qua các quy trình như isotropic superfinishing, độ gợn sườn bánh răng có thể là một khuyết tật thách thức hơn để loại bỏ. Điều này tùy thuộc vào một loạt các yếu tố bao gồm dung sai loại bỏ vật liệu và bước răng.
Hơn nữa, nhiều cấu trúc bề mặt có thể có cùng giá trị độ nhám (Ra hoặc giá trị khác), nhưng nếu cấu trúc bề mặt được xem xét, ngay cả về mặt định tính (xác định về mặt tính chất hoặc biến đổi tính chất), có thể có những khác biệt đáng kể về loại hoặc chất lượng bề mặt.
Thiết lập mục tiêu của cấu trúc bề mặt trên một sản phẩm gia công được hiểu khác so với các nguyên nhân gây ra hư hỏng bánh răng ngay cả khi các giá trị nhám đo được có vẻ tương đương.
Những nhận xét này không nhằm mục đích gợi ý rằng có một cấu trúc bề mặt tối ưu duy nhất cho tất cả các bánh răng hoặc rộng hơn là tất cả các linh kiện truyền động có tiếp xúc giữa kim loại-kim loại. Nhiều ứng dụng bánh răng có thể hoạt động hiệu quả với các mức độ nhám/độ gợn khác nhau và thậm chí cả các mức độ sai lệch hình dạng khác nhau.
Thay vào đó, điều quan trọng đơn giản là xem xét bản chất thực sự của cấu trúc bề mặt của một linh kiện tương quan với mục đích sử dụng, hướng chuyển động, yêu cầu vận hành, v.v. Việc các bánh răng tốc độ cao hoặc chịu tải trọng cao sẽ được hưởng lợi từ một cấu trúc bề mặt isotropic có độ nhám thấp, độ gợn thấp là điều thường được chấp nhận, nhưng các ứng dụng bánh răng khác có thể không yêu cầu loại bề mặt này. Bất kể ứng dụng cuối cùng của bạn là gì, sẽ là khôn ngoan nếu xem xét tính tổng thể của một bề mặt (nghĩa là cấu trúc bề mặt của nó) thay vì chỉ là một phép đo độ nhám đơn giản như Ra.
Khi cộng đồng sản xuất thay đổi và phát triển, luôn có nhu cầu đánh giá lại cách một người suy nghĩ về mọi thứ. Việc giới thiệu và hoàn thiện công nghệ mới là động lực phổ biến cho những kiểu xem xét lại này, và cách chúng ta suy nghĩ cũng như đánh giá cấu trúc bề mặt chắc chắn không nằm ngoài hiện tượng này.
AM có một thách thức đã biết liên quan đến cách thức chính xác để phân loại cấu trúc bề mặt vừa mới in. Các quy trình dựa trên các loại bột, nguyên liệu đầu vào đặc biệt gặp khó khăn do thực tế là các tiêu chuẩn và thông số đo lường cấu trúc bề mặt được tạo ra trước đây (như Ra, Rz, v.v.) không được hình thành dành cho các cấu trúc bề mặt dạng hạt (xem lại hình 3 và 4).
Nói tóm lại về đặc tính cấu trúc bề mặt việc cần thiết là xem xét toàn diện hơn về cấu trúc bề mặt thay vì chỉ đơn thuần là độ nhám bề mặt.
nguồn: REM ( dịch lại bởi V-Proud)

Cập nhật thêm các giải pháp về quản lý chất lượng bề mặt sản phẩm của Mahr tại: https://v-proud.vn/vi/danh-muc/giai-phap-mahr
Đọc thêm:
V-Proud là nhà phân phối chính thức hãng của Mahr tại VIệt Nam, quý khách có nhu cầu mua hàng vui lòng liên hệ hotline hoặc Zalo 0896 555 247
#KimDoCMM #Renishaw #MayDoCMM #ChinhHang #KiemSoatChatLuong #VProud

")




(84) 896 555 247

